Anwendungen
Lichtbogenhandschweissen wird für Verbinden (Neuteile und Instandsetzung) und Beschichten (vorbeugend auf Neuteilen oder instandsetzend in Form von Aufbau und Beschichten) angewendet.

Lichtbogenhandschweissen
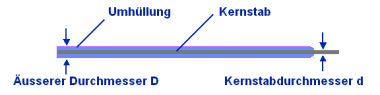
Umhüllte Stabelektrode
Beim Schweissen schmilzt der metallische Kernstab ab und liefert das Schweissgut. Die Umhüllung bildet eine Schlackenschicht auf dem Schweissgut. Sie deckt somit das Schweissgut ab und schützt es vor Oxidation.
Umhüllte Stabelektrode
Die Umhüllung besteht aus verschiedenen Umhüllungsbestandteilen:
- zum Schutz der Schweisszone
- zur Bildung einer optimalen Lichtbogenatmphäre (Lichtbogenstabilität)
- zum Ausgleich des Legierungsabbrandes im Lichtbogen
- zur Kontrolle des Erstarrungsvorganges im Schmeissbad.
Die Durchmesserangaben für umhüllte Stabelektroden beziehen sich auf den Kernstabdurchmesser.
Schweissverhalten von Stabelektroden für das Instandhaltungs- und Reparaturschweissen
- Verschweissen mit Wechsel- oder Gleichstrom
- Verschweissen im Freien
- Flexibilität und Einfachheit
- Verschweissen bei tiefer Leerlaufspannung
- Zündfähigkeit
- Lichtbogenstabilität, Wärmeeinbringung
- Tropfenübergang
- Dünnflüssigkeit des Schmelzbades
- Schweissbarkeit in Position
- Abschlackbarkeit
- Form und Aussehen der Naht
- Spaltüberbrückungsfähigkeit
Umhüllungstypen und ihre Eigenschaften
| Kurzzeichen |
|
Umhüllungstyp |
|
Eigenschaften |
|
|
|
|
|
| R |
|
Rutilumhüllt: Hauptbestandteil Titandioxid - dünn bis mitteldick umhüllt |
|
Gut verschweissbar, mittlere Aufmischung, gut für Steigposition. |
| RR |
|
Rutilumhüllt: Hauptbestandteil Titandioxid - dick umhüllt: D / d > 1.55 |
|
Ausschliesslich für das Schweissen in Wannen- oder Horizontalposition. |
| B |
|
Basischumhüllt: Hauptbestandteile Kalziumkarbonat, andere Karbonate und Flussspat - im Allgemeinen dick umhüllt |
|
Für zähes und rissicheres Schweissgut. Geeignet für dickwandige Werkstücke. Schweissen in allen Positionen. Die Umhüllung muss sehr trocken sein. |
| C |
|
Zelluloseumhüllt: Hauptbestandteile organische brennbare Stoffe, vor allem Zellulose |
|
Grosser Einbrand. Schweissen in allen Positionen. Grosse Spritzerverluste. Typische Anwendung: Rohrschweissen. |
Lagern der Elektroden
Elektroden müssen trocken und bei konstanter Temperatur (15° to 21°C) gelagert werden.
Basische Elektroden müssen immer in trockener Atmosphäre bei konstanter Temperatur (15° to 28°C) gelagert werden.
Schlecht gelagerte Elektroden haben ein unregelmässiges Schweissverhalten und verursachen Schweissfehler.
Nachtrocknen von basischen Elektroden
siehe Instruktion des Herstellers
Vorbereitung der Werkstücke
- Für optimale Resultate werden verschlissene Teile vor dem
Schweissen gereinigt und mechanisch vorbereitet.
- Gebrauchte Teile können beschädigt sein und ermüdete Zonen aufweisen.
Ermüdungsrisse können Verunreinigungen enthalten.
- Beschädigte Zonen werden mechanisch oder durch Ausnuten entfernt.
- Es ist wichtig, dass alle ermüdeten und verunreinigten Zonen entfernt werden.
- Scharfe Kanten werden abgerundet (dies verhindert lokale
Überhitzung und unkontrollierten Einbrand).
Schweissparameter
Wahl der Schweissparameter
- Die Wahl des Schweissstroms beeinflusst die Abschmelzleistung und die Aufmischung (siehe Instruktion des Herstellers
- Die Lichtbogenspannung ändert mit der Lichtbogenlänge:
- langer Bogen: hohe Spannung
- kurzer Bogen: tiefe Spannung
- Mit Gleichstrom ist die richtige Polarität zu wählen (siehe Elektrodenmarkierung).
Beim Elektrodenhandschweissen ist die Schweissgeschwindigkeit eine qualitative Grösse. In der Praxis wird oft die Ausziehlänge als Mass für die Schweissgeschwindigkeit verwendet. Die Ausziehlänge variiert von Elektrodentyp zu Elektrodentyp.
Schweissstrom, Stromstärke
Bei zu grosser Stromstärke können folgende Probleme auftreten:
- Uebermässiges Erwärmen der Elektrode und ev. Abspringen der Umhüllung (vorallem bei kerndrahtlegierten Elektroden)
- Zu grosses Schmelzbad
- Ungenügend geschütztes Schmelzbad - Bilden einer porigen Naht
- Grosse Endkrater mit Gefahr von Poren- und Rissbildung
- Einbrandkerben
- Spritzerbildung
- Schlecht entfernbare Schlacke im Bereich des Nahtüberganges
- Bei Verbindungsschweissen: Durchhängende oder durchfallende Wurzel
Bei zu niedriger Stromstärke können folgende Probleme auftreten:
- Schwierigkeiten beim Zünden
- Intermittierender Lichtbogen
- Einseitig brennender Lichtbogen und asymmetrisches Abschmelzen der Umhüllung
- Bindefehler und Schlackeneinschlüsse
- Porenbildung
Schweissgeschwindigkeit
Bei zu grosser Schweissgeschwindigkeit können folgende Probleme auftreten:
- Ungenügender Nahtschutz durch Abreissen der Schlacke
- Bindefehler
- Schlackeneinschlüsse und Porenbildung
- Bei Verbindungsschweissen: Ungenügendes Durchschweissen
Bei zu kleiner Schweissgeschwindigkeit können folgende Probleme auftreten:
- Schlackeneinschlüsse durch verlaufen der Schlacke
- Bei Verbindungsschweissen: Durchhängende oder durchfallende Naht
Lichtbogenlänge
Bei zu kurzem Lichtbogen kann folgendes Problem auftreten:
Bei zu langem Lichtbogen kann folgendes Problem auftreten:
- Der Lichtbogen bricht ab
- Schlackeneinschlüsse und Porenbildung durch Luftzutritt
- Einbrandkerben
- Bindefehler
- Spritzerbildung
Schrumpfung
Querschrumpfung
Der Vorgang:
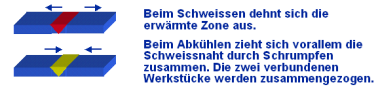
Querschrumpfung
Durch Querschrumpfungen entstehen interne Spannungen und plastische Verformungen in der erwärmten Zone.
Diese Kräfte und Verformungen können zu Rissbildung während oder nach dem Schweissen führen.
Massnahmen gegen das Querschrumpfen:
- Werkstücke vor dem Schweissen korrekt ausrichten
- Mit einer Vorgabe geheftet
- Schweissnahtquerschnitt auf ein Minimum beschränken
- Strichraupen schweissen
- Beschränken der Wärmeeinbringung
Längsschrumpfung
Der Vorgang:

Längsschrumpfung
Längsspannungen können Querrisse oder Scherspannungen Längsrisse auslösen. Diese Risse können mit hoher Geschwindigkeit
in den Grundwerkstoff schiessen.
Massnahmen gegen das Längsschrumpfen:
Schweissfolge beachten !
Für mehr Information oder technische Beratung,
bitte kontaktieren Sie uns.
|
